











1 设备简介
床身
床身是本机基础支承件,由底梁、压梁等部分组成,床身采用钢结构件,
强度高、变形小。
压紧装置
压紧装置分为左右对称的两套,可分别对工件的两边施压,气缸安装在压紧装置的两端,气压可调整。
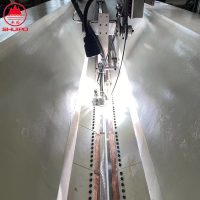
焊接小车
小车运行由伺服电机+减速器齿轮、齿条驱动在直线导轨上运行实现直线运动,伺服电机为无级调速。焊枪装在焊接行走小车上,焊接小车上装有送丝机、焊枪、焊枪调整机构、提枪滑座等。并配有照明系统。
背面成型槽
成型槽材质为紫铜,两面都加工有成型槽,便于以后更换。成型槽采用水冷方式冷却。并配有焊缝与成型槽快速脱离装置。
1 技术参数
项 目 | 技术参数 |
有效焊接长度 | 3000 mm |
可焊接板厚 | 3-6 mm |
工件材质 | 碳钢、不锈钢 |
焊接工艺 | MIG |
焊缝效果 | 单面焊接双面成型,焊缝反面余高≤1.5mm |
压紧方式 | 气动琴键式压紧 |
焊接速度 | 50-500mm/min |
焊接电源 | 松下YM-350GS5HNE |
成型槽材质 | 紫铜一套 |
成型槽冷却方式 | 水冷 (冷却水必须使用防冻液) |
焊枪冷却方式 | 空冷 |
行走速度(空运行) | 无级变速(调节范围0-4000mm/min) |
焊接动作调节 | 手工微调跟踪 |
焊车数量 | 1套 |
定位装置 | 2套 |
电源电压 | AC380V 50HZ |
外形尺寸(长×宽×高) | 4000mm×1600mm×1700mm |
整机重量 | 约6吨 |
焊缝和焊缝附近30mm内 | 没有油污、毛刺、锈蚀等缺陷 |
拼板机不能适应板材为 | 喷过底漆的、渡过锌的 |
可通过最大工件宽度 | 3000mm |