




















 第1年
第1年







- PVC63:
- 16-63
- PVC160:
- 75-160
- PVC250:
- 110-250
1、用途及适用范围
该生产线主要用于生产UPVC管材或CPVC管,生产的管材作为排水管,给水管,电线管,电缆护套管等广泛应用于建筑、工程、机械等行业。
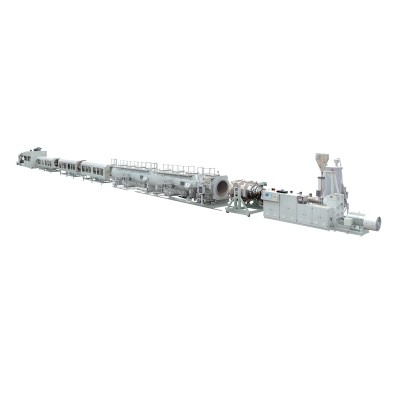
2、设备组成和特点
(1) 、原料混合:是将PVC稳定剂、增塑剂、抗氧化剂等其它辅料, 按比例、 工艺先后加入高速混合机内,经物料在混合机中高速运动,产生的强烈自摩擦使物料升温至设定工艺温度,然后从高速混合机中排放至冷却混合机中,使之降温,防止塑化结块,冷却后的原料经上料机或人工加入挤出机中待挤出。
(2) 、挤出机部分:本机装有定量加料装置,使挤出量与加料量能够匹配,确保制品稳定挤出。由于锥形螺杆的特点,加料段具有较大的直径,对物料的传热面积和剪切速度比较大,有利于物料的塑化,计量段螺杆直径小,减少了传热面积和对熔体的剪切速度,使熔体能在较低的温度下挤出。螺杆在机筒内旋转时,将PVC混合料塑化后推向机头,从而达到压实、熔融、混炼均化;并实现排气、脱水之目的。加料装置及螺杆驱动装置采用变频调速,可实现同步调速。
(3) 、挤出模头部分:经压实、熔融、混炼均化的PVC,有后续物料经螺杆推向模头,挤出模头是管材成型的关建部件。不同成分含量的管材在理论上模头的设计也不同,所以应根据实际产品的应用选择合适的挤出模头。
(4) 、真空定型水箱用于管材的定型、冷却, 真空定型水箱上装有供定型和冷却的真空系统和水循环系统,不锈钢箱体,循环水喷淋冷却, 真空定型水箱上装有前后移动装置和左右、高低调节装置。
(5) 、牵引机用于连续、自动地将已冷却变硬的管材从机头处引出来,本机采用变频无级调速,支持和挤出机同步调速。牵引机的稳定性直接关系到挤出后管材的壁厚均匀程度,华明机械在这方面拥有丰富的设计和制造经验,能很好的满足这个要求。
(6) 、切割机:接受由行程开关或其它定长装置给出的信号,进行自动切割,并延时翻架,实行流水生产,切割机在切割过程中与管材运行保持同步前进,切割过程由电动和气动驱动完成,切割机设有吸尘装置,将切割产生的碎屑及时吸出,并回收。
(7) 、翻料架翻料动作由气缸通过气路控制来实现,翻料架设有一个限位装置,当切割锯切断管材后,管材继续输送,经延时后,气缸进入工作,实现翻料动作,达到卸料目的。卸料后经延时数秒自动复位,等待下一循环。
3、生产流程
主要生产流程:原料+助剂配制→混合→输送上料→强制喂料→锥型双螺杆挤出机→挤出模具→定径套→喷淋真空定型箱→喷淋或浸浴式冷却水箱→印字机→履带牵引机→切割机→管材扩口机→管材堆放架→成品检测包装