






























 第1年
第1年






- 供货范围:
- 全国各地
- 发货方式:
- 物流运输
- 供货周期:
- 10天
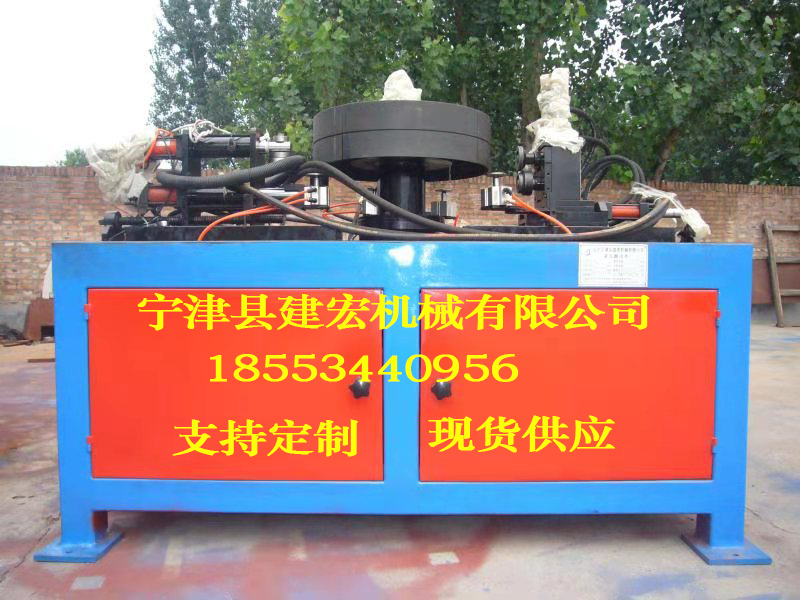
风机翻边机,在翻边台面上固定安装有凸轮轴,在凸轮轴上通过滚子轴承套装有凸轮,在凸轮上固定安装有同步轮,同步轮的轴心线与凸轮轴的轴心线重合;在凸轮的周边均布有四个滑块、四个导轨、四个杠杆,滑块安装在导轨中,导轨固定在翻边台面上,凸轮转动能使滑块在导轨中来回滑动,每个滑块分别通过铰链板连接在每个杠杆的上端;所述外模分为四块,每块分别通过连接片铰链在每个杠杆的下端,所述内模也分为四块,每块分别连接一块内模连接板,所述内模连接板通过拉块分别铰链在每个杠杆的中部;四块内模通过拉簧紧靠在中心块的周边。本发明使用寿命长,翻出的边不会形成凹坑,效果好。
包括翻边台面、内模、外模、模芯、中心块,所述中心块固定在翻边台面上,所述模芯固定在中心块上,其特征是,在所述翻边台面上固定安装有凸轮轴,在所述凸轮轴上通过滚子轴承套装有凸轮,在凸轮上固定安装有同步轮,同步轮的轴心线与凸轮轴的轴心线重合;在凸轮的周边均布有四个滑块、四个导轨、四个杠杆,滑块安装在导轨中,所述导轨固定在翻边台面上,所述凸轮转动能使滑块在导轨中来回滑动,每个滑块分别通过铰链板连接在每个杠杆的上端;所述外模分为四块,每块分别通过连接片铰链在每个杠杆的下端,所述内模也分为四块,每块分别连接一块内模连接板,所述内模连接板通过拉块分别铰链在每个杠杆的中部;四块内模通过拉簧紧靠在中心块的周边。
翻边工艺,包括下述步骤:a、圆筒加工工序;b、翻边工序;c、整形工序。工艺简单,无漏光虚焊缺陷,生产成本低、效率高,产品质量可靠。 1.整圆主轴承翻边工艺,包括下述步骤:a、圆筒加工工序;b、翻边工序,所述的翻边工序就是利用整圆主轴承翻边模具在冲床上对圆筒进行整体外翻,使圆筒的一端向外弯曲;c、整形工序,所述的整形工序就是利用整圆主轴承整形模具在冲床上对圆筒向外弯曲端进行冲压,使圆筒的翻边法兰的平整度以及法兰与圆筒筒体的垂直度达到产品尺寸要求











